QQ:526578579
微信:13978391238
E-mail:526578579 @qq.com
地址:
东莞市清溪镇罗马综合市场
数控旋压加工工艺特点介绍
一、数控旋压加工特点
数控旋压加工特点是适用于中小批量生产、加工材料壁厚大、成型拉伸长度大、加工精度中等、形状复杂的回转体薄壁零件。
相比数控旋压,手工旋压技术因受限于人力,无法加工厚度较大的旋压产品,而冲压拉伸工艺在加工同等厚度的五金成型产品时,需要的加工力是旋压的3-5倍,所以冲压拉伸在加工厚度超过4mm的铝、2mm的不锈钢、3mm的铁就需要很大的吨位的冲床或油压机。当产品进行大批量生产时,冲压和拉伸成型加工的速度会比数控旋压快,单价成本更低。对于拉伸长度较大的产品,拉伸冲压成型容易开裂,而用旋压加工单件产品成型时间很长,通常先用油压拉伸制作半成品毛坯,再用旋压做最终成型加工,两种工艺结合能极大的提高产品的生产效率,又能减少产品的报废率。铝和铁的产品容易结合旋压和拉伸,由于不锈钢的硬度大,拉伸成型的毛坯经过旋压接头的位置容易开裂,具体如图所示。
数控旋压机床空运行精度0.04mm,因旋压加工过程材料流动和应力反弹的影响,以致加工的产品精度无法达到0.04mm,在铝、铁、不锈钢三种材料中,不锈钢旋压产品的精度最难控制,以直径100mm为基准,一般铝旋压件的直径精度可达0.1mm,铁的直径精度约0.2mm,不锈钢直径精度约0.4mm,产品的直径越大,精度越差,强旋的精度比普旋的精度高。旋压件产品有装配精度要求时,可以通过精车加工达到要求。 目前广泛用于数控旋压的产品系列有灯罩、不锈钢碗、不锈钢锅、屏蔽罩、信号反射罩、信号接收器罩、化工容器、电力容器、铝桶、不锈钢桶、文氏管、风机风口、通风管道、漏斗、电器内胆、电机防护罩等。数控旋压工艺比较适用此类特殊定制、中小批量加工的产品。
二、数控旋压和手工旋压的区别和优势
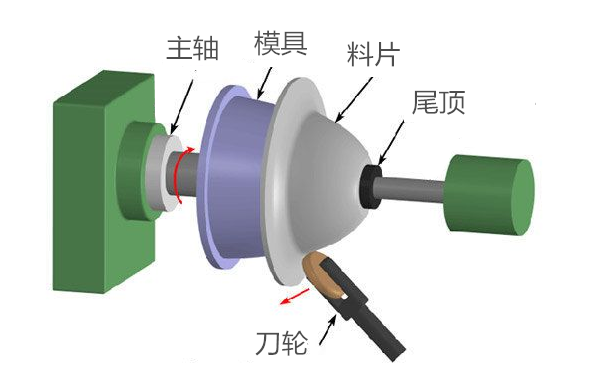
数控旋压和手工旋压在产品成型过程的运动原理相同,通过尾顶提供夹紧力,带动料片能和主轴一起转动,刀轮按照预定的刀路路线让料片由点到线、由线到面的延展,最后成型。区别在于数控旋压由数控机床控制刀轮在旋压成型过程所走的路径,以及刀轮和模具的间隙。由于数控机床的运行精度高,设备刚性好,加工力大,所以制造的产品一致性好,生产稳定,并能很好的控制产品的精度;而手工在旋压成型过程中,由人工控制刀杆来决定刀轮走的刀路,每个产品之间刀路和间隙均有所差异,导致批量的产品精度不稳定。
当旋压料片的厚度超过一定范围(铁超过1.2mm,铝超过1.5mm,不锈钢超过1mm),人工的力气就无法支撑旋压时所需的加工力,很容易造成产品报废。手工旋压在做薄件的铝和铁产品时,加工的产品外壁表面会比数控旋压的表面好。但数控旋压近年来经过工艺技术不断改进后,旋压产品的外壁表面已经跟手工旋压非常相近。
三、旋压加工和冲压拉伸加工的区别和优势
旋压成型和冲压拉伸成型均能使料片成型,具体的区别和优势如下:
原理区别:旋压成型是由刀轮行走的路径来控制料片的流动和变形,而拉伸冲压成型过程是通过上下凸凹模的配合控制料片流动。
模具区别:做相同的一个五金成型产品,旋压成型只需要制作一个芯模,而拉伸冲压成型需要制作凸凹两个模具,模具的制造成本通常是旋压的3-6倍,同时旋压模具的制造周期比拉伸冲压模具制作周期短,尺寸更容易修改。
用料区别:旋压加工变薄率通常约30%,拉伸冲压加工变薄约10%,变薄率相对更大,而拉伸冲压需要5-10mm左右的压边料,所需的材料成本要大。
加工区别:对于一些简易的五金成型产品,拉伸冲压成型工序多,包括开料、成型、切边等基本工序,有些产品成型过程需经过多次拉伸,工序繁多但加工速度相对更快,而旋压成型和切削均可同时在一台数控旋压机床上完成,但单件加工速度会慢;对于一些拉伸高度长或异形的产品,拉伸冲压成型会导致产品开裂,但旋压更容易完成产品成型。
产品区别:在产品的表面方面,旋压纹是呈圆圈式分布,拉伸痕是呈竖线分布;在产品成型后强度方面,旋压产品的强度会比拉伸冲压的强度会好很多。

上一篇: 数控旋压加工常用基础知识